
Archívum: Emberi beavatkozás nélkül
2017. szeptember 19. | Beruházás | FMCG
A Gyermelyi vállalatcsoportnál a termelésben és a logisztikában bátran alkalmaznak olyan úttörő technológiai megoldásokat, mint például a Jungheinrich automata, lítiumion-akkumulátoros targoncái. A beruházás részleteiről Bederna Zoltánt, a Gyermelyi Zrt. raktárvezetőjét és Horváth Zoltánt, a Jungheinrich Hungária Kft. ügyvezetőjét kérdeztük.

Supply Chain Monitor: Az élelmiszeripar a globális népességnövekedés miatt szárnyal, ugyanakkor a piaci szereplők száma is sokasodik. Magyar, egyben közép-európai gyártóként milyen stratégia mentén képesek helytállni az erősödő versenyben?
Bederna Zoltán (Gyermelyi Zrt.): Mindenek előtt a hatékonyságra kell helyezni a hangsúlyt, és erre esélyünk sem lenne akkor, ha nem az elérhető legkorszerűbb technológiai megoldásokat alkalmaznánk a termelésben és a logisztikában. A tésztagyártásban, a malomipari szegmensben és a tojáságazatunkban is magas fokú automatizáltságra törekszünk a kezdetek óta. Első automata magasraktárunkat egy évtizede állítottuk üzembe. Abban az időben nem volt rajtunk kényszer, hogy ezt, az akkoriban merésznek számító lépést megtegyük, de hittünk a cégcsoport fejlődésében, és tudtuk, hogy a sikerre fel is kell készülni. Az elmúlt években a malomipari szegmensben, illetve a tésztagyártásban rendkívül rövid idő alatt megduplázódott a piaci igény, 2016-ra pedig a tésztagyár elérte névleges kapacitásának maximumát. Ezt a felfutást az előre gondolkodásnak köszönhetően a tavalyi év során még kezelni tudtuk, de ezzel egy időben hozzákezdtünk a termelési és a logisztikai infrastruktúra bővítéséhez. A beruházás keretében 2018 elejére megkétszerezzük tésztagyártó kapacitásunkat, amely meghaladja majd a teljes magyarországi tésztafogyasztás volumenét. A meglévő gyárunk mellett felépülő újabb tésztaüzemünk nemcsak itthon, hanem egész Európában a leghatékonyabbak közé tartozik majd. A felépülő gyártási terület egy 11 600 raklap befogadására alkalmas automata magasraktárral is kiegészült, amelyet májusban már birtokba is vettünk. A beruházás során azonban egy szakmai szempontból izgalmas logisztikai kihívással szembesültünk.
Mi volt ez?
Bederna Zoltán: Az újabb gyártó-, valamint raktárcsarnokot már csak oda tervezhettük be, ahol „helyünk maradt” a korábban épült üzemegységek mellett, így az új tárolási, illetve kiszállítási területek az optimálisnál nagyobb távolságba kerültek a gyártástól, illetve a korábban épült automata magasraktáraktól. Ezért az infrastruktúra-bővítéssel létrejött, jelentősnek mondható belső szállítási útvonalak megtételére és kiszolgálására kerestünk hatékony megoldást. 2015-ben, az infrastruktúra-bővítési projekt kivitelezési munkálatait megelőzően kollégáimmal vázlatosan megrajzoltuk a lehetséges szállítási útvonalakat. Az anyagáramlási utak tisztán kirajzolódtak, de arra, hogy milyen szállítási, anyagmozgatási technológiát alkalmazzunk majd ezek kiszolgálására, számos lehetőség közül lehetett választani. A talajszinten kialakított szállítópálya építését például azért vetettük el, mert jelentős a helyigénye, illetve nagyban korlátozza az egyéb tevékenységeket. A függőpályás rendszert pedig a szállítandó paletták nagy tömege miatt zártuk ki. Egy olaszországi tésztagyárban tett látogatásunk során figyeltünk fel egy elektromos „önvezető” targoncára, amely egy gyártósor végéről a palettázott termékeket egy automata raktár átadópontjára szállította. A hazai anyagmozgatógép-forgalmazók kínálatában azonnal keresni kezdtük a hasonló, de igényeinkre szabott megoldásokat. Három ismert, nemzetközi gyártó gépeit és rendszereit vettük nagyító alá, és végül a Jungheinrich automata targoncáira és rendszermegoldására esett a választásunk.
Milyen igényt fogalmaztak meg a rendszerszállító felé?

Bederna Zoltán: Alapvetően három feladatra kerestünk megoldást. Az egyik a tésztagyártásból és a malomüzemből a csomagolt, illetve palettázott áruk szállítása az automata magasraktárak görgőpályás átadópontjaira. A másik feladat az automata raktárakból történő kitárolás, és a kitárolt áruk szállítása a kiszállítási területekre vagy esetenként a három automata raktárunk között. Ez utóbbi feladat akkor adódik, ha valamely automata magasraktárba betárolt rakatot egy másik raktárcsarnokunk kiszállítási területén rakodjuk szállítóeszközre. A Jungheinrich AGV-k (Automated Guided Vehicle) harmadik feladata az automata raktárakból az áruk egy elkülönített kézi komissiózási területre szállítása. Erről a területről rakodjuk a kisebb teherautókkal kiszolgált terítőjáratokat. A termelőterületek és az automata raktárak görgős átadópontjai között mintegy 120-130 méter, az automata raktárak kitárolási/kiszállítási területei között 50 méter, míg az automata raktárak átadópontjai és a kisteherautós rakodóterület között 100 méter a távolság. Időközben egy negyedik feladatot is „találtunk” az önvezető targoncáknak: az automata raktárakból az elsődleges és másodlagos csomagolóanyagok szállítását a gyártósorok végén található csomagolóterületekre, egyfajta JIS-rendszer szerint. Amikor a gyártási területen a rendelkezésre álló csomagolóanyagok mennyisége meghatározott szint alá csökken, az operátor az ott elhelyezett terminálok egyikén megrendeli a szükséges mennyiséget a saját IT-rendszerünkön keresztül. Ezt a jelzést megkapja az érintett automata magasraktár, amely megkezdi a kitárolást, és jelzést küld az önvezető targoncák vezérlőszoftverének, amely optimalizált útvonalon az AGV-flotta egyik tagját az automata raktár átadópontjához küldi. Az AGV átveszi a csomagolóanyagot és az ellátandó gyártósor csomagolóterületére szállítja. Az említett négy feladatból az első hármat már folyamatos üzemben, míg a negyediket tesztüzemben végezzük. A kezdeti igényünk arra vonatkozott, hogy a Jungheinrich egy olyan rendszert építsen ki, amely emberi beavatkozás nélkül akár az év 365 napján, a nap 24 órájában a rendelkezésünkre állhat. Ettől már csak egy karnyújtásnyira vagyunk. Az emberi beavatkozás nélküli üzemmódot az akkumulátorok cseréjére is vonatkoztattuk. Fontos volt számunkra az is, hogy koncepcionálisan egyszerű, átlátható rendszer épüljön ki, mert a „fekete doboz” jellegű megoldások felhasználói szemszögből nem vonzóak, hiszen senki nem szereti, ha nem láthatja át az alkalmazott gépek vagy eszközök működésének mozgatóelveit, utasítási rendszerét.
Miért éppen a Jungheinrich gépeire, illetve rendszerére esett a választásuk?
Bederna Zoltán: Meggyőző volt a megoldás technológiai háttere, beleértve azt, hogy szériagépekről van szó, karbantartásmentes Li-ion akkumulátorokkal. A Jungheinrich Hungária Kft.-től magas szintű tanácsadást, majd pedig versenyképes ajánlatot kaptunk mind a rendszerelemekre, mind pedig a karbantartásokra, illetve a gyors reakcióidejű szerviz rendelkezésre állásának biztosítására. Ez utóbbi az automata targoncáknál kiemelten fontos, hiszen egy esetleges meghibásodás esetén itt rendszerszintű beavatkozásra lehet szükség. Szintén lényeges szempont volt, hogy már hosszabb ideje üzemeltetünk Jungheinrich elektromos anyagmozgató gépeket, amelyekkel elégedettek vagyunk, emellett a cég szervizszolgáltatását is kiválónak értékeljük.
Mennyire gyakoriak a magyar piacon az automata targoncákra vonatkozó megrendelések?
Horváth Zoltán (Jungheinrich Hungária Kft.): Sajnos nem annyira, mint amennyire véleményünk szerint szükség lenne a felhasználók szempontjából. Meggyőződésünk szerint napjainkban már Magyarországon is helye van a világ élvonalába tartozó logisztikai megoldásoknak. Kifejezetten örömmel töltött el, hogy egy ilyen rendszer tervével egy 100%-ban magyar tulajdonú vállalkozás keresett meg minket. A Gyermelyivel már régóta fennálló, kiváló partnerkapcsolatban állunk, és évtizedek óta szemtanúi, illetve részesei vagyunk annak, ahogy a cégcsoport korszerű megoldásokkal fejleszti termelési és logisztikai rendszereit.

Mikor kezdték a közös munkát, és milyen megoldást szállítottak a Gyermelyi számára?
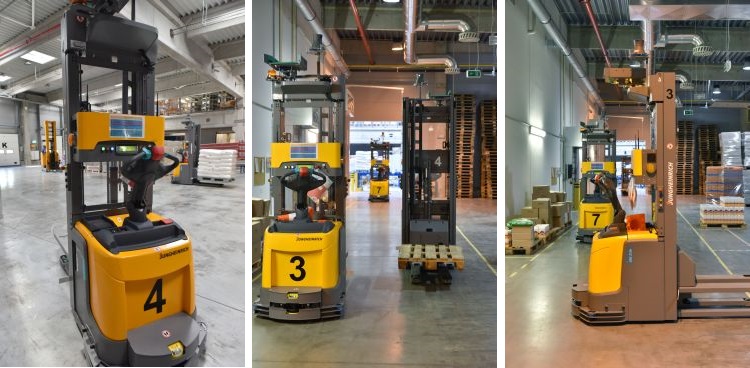
Horváth Zoltán: A Gyermelyitől 2015 októberében érkezett a hivatalos ajánlatkérés, a rendszerelemek szállítása, telepítése, illetve beüzemelése pedig idén tavasszal kezdődött, és mintegy 9 hetet vett igénybe. Az „éles üzem” júniusban indulhatott el, majd az első tapasztalatok alapján augusztusban már a rendszer finomhangolására is sor került. Összesen 8, lézernavigációs rendszerrel felszerelt ERC 215a típusú automata targoncát állítottunk üzembe, valamint 2 akkumulátortöltő állomást, amelyben 1, illetve 2 automata töltőegység kapott helyet, egyidejűleg tehát 3 targonca akkumulátorának töltésére van lehetőség. A gépek, illetve berendezések működtetéséhez természetesen szükség van a több, eltérő funkcionalitású programrészből felépülő vezérlőszoftverünkre is. A Layout programrész a szállítási struktúrában meghatározott útvonalakat, és az útvonalakon betartandó szabályokat tartalmazza. Ez a szoftverrész felelős azért, hogy a targoncák a meghatározott útvonalakon közlekedjenek, be-, illetve kikapcsoljanak együttműködő raktári rendszerelemeket, berendezéseket, így például nyílászárókat, azaz raktári kapukat, valamint az automata raktárak átadópontjain a szállítópályákat. Arról, hogy ezek az interakciók valóban meg is történjenek, már a logisztikai interfész szoftvermegoldásunk gondoskodik azáltal, hogy a Gyermelyi saját logisztikai szoftverén „keresztül” kommunikál az automata magasraktárak vezérlőszoftvereivel, továbbá rádiós kapcsolaton a nyílászáróknál felszerelt érzékelőkkel. Így váltak valóban önműködővé a Gyermelyi raktárai, amelyekben azt láthatjuk, hogy vezető nélküli targoncák elindulnak és megérkeznek, kapuk nyílnak, targoncák szállítópályára emelnek raklapokat, vagy leveszik azokat az átadópontokról, és más területekre szállítják, beállnak az akkumulátortöltő állomásokra, amelyeken automatikusan végbemegy az akkumulátorok töltése. Mindez emberi beavatkozás nélkül.
Hogyan és hol takaríthat meg időt, illetve költséget az AGV-k alkalmazása?
Horváth Zoltán: Ahol drága vagy folyamatosan drágul a humánerő alkalmazása, ott egyre inkább megtérül az automatizálás. De az sem ritka, hogy egyáltalán nem áll rendelkezésre munkaerő, ilyenkor nincs más lehetőség, mint az „önjáró” megoldás, melynek előnyei közé tartozik a kiszámíthatóság. Mivel a gépek és a rendszer teljesítménye teljesen egyenletes – ami még a legügyesebb targoncavezetőket alkalmazó cégek esetében sem mondható el –, ezért nagy biztonsággal tervezhetők a kapacitások, a műszakok. Az automata targoncák mindig szabálykövetők, így alkalmazásuk során nem fordulhat elő a raktári „KRESZ” áthágásából adódó baleset, vagy káresemény. A rendszer mindig az optimális utakat választja, illetve egy újabb feladatra a parkolóállásokból mindig az árufelvételi ponthoz legközelebb tartózkodó „szabad” targonca indul el. Akár a töltés ideje is kalkulálható, hiszen automatizált folyamatról van szó. A Gyermelyi esetében ráadásul egy úgynevezett „opportunity” töltési módot állítottunk be. Ez azt jelenti, hogy a vezérlőszoftver, amely amúgy is figyeli a targoncaakkumulátorok töltöttségi szintjét – precíz matematikai algoritmusokat alkalmazva – meghatározza, hogy mikor, melyik targoncát „küldje” a töltőre. A rendszer intelligenciája kihasználja azokat az időintervallumokat, amikor egy-egy targoncát ki lehet, illetve – például az előre meghatározott kapacitásszint közelében – ki kell vonni a munkából egy adott idejű töltésre. A töltés lehet néhány perc, vagy a maximális töltöttség eléréséig szükséges idő, attól függően, hogy a szoftver mit tekint optimálisnak a rendszer kihasználtsága szempontjából. Mindez azonban nem lehetne ennyire rugalmas és ennek következtében ilyen hatékony, ha a Gyermelyi vezetőivel közösen nem a lítiumion-akkumulátorok mellett tesszük le a voksot.
Miért? Milyen előnyt képviselnek a Li-ion akkumulátorok a hagyományos energiaforrásokhoz képest?
Horváth Zoltán: Elektromos targoncáink különféle akkumulátorokkal érhetők el, melyek közül a Li-ion akkumulátort saját akkumulátormenedzsment rendszerünkkel felszerelve, saját magunk gyártjuk. A Li-ion akkumulátorral szerelt anyagmozgató gépeink 2011 óta érhetők el a piacon és népszerűségük évről évre növekszik. Ebben nincs azonban semmi meglepő, ugyanis ezek az akkumulátorok karbantartásmentesek, így például nincs szükség ioncserélt víz utántöltésére, mint a hagyományos savas akkumulátoroknál. Az AGV-k esetén a piacon elterjedt megoldás az energiaellátás tekintetében a nikkel-kadmium (NiCd) akkumulátor is, hiszen ezek ipari alkalmazását az Európai Unió csak a fogyasztói elektronikai szegmensben „szorította” ki fokozatosan. A Li-ion akkumulátorok a NiCd változatokkal szemben is számos előnyt mutatnak. Egy NiCd akkumulátort, ha a töltöttsége 60%-os szint alá csökken, tölteni kell, méghozzá hosszú ideig, ajánlott módon 24 órán át. Ezzel szemben a Li-ion akkumulátorokat akár névleges kapacitásuk 5%-áig is le lehet meríteni, és akár egészen rövid ideig is tölthetők, és éppen ennek köszönhetően alkalmasak a már említett „opportunity” töltésre. Teljes töltöttségük eléréséhez pedig mindössze 80 perc vagy annál is kevesebb idő szükséges, ha a felhasználási helyen megfelelő a villamoshálózat. Mindebből következik, hogy a Li-ion akkumulátoros targoncákat jóval ritkábban és rövidebb ideig kell tölteni, ezáltal lényegesen nagyobb a rendelkezésre állásuk. Egy adott feladatot tehát kevesebb Li-ion akkumulátorral „futó” targoncával lehet ellátni, mint amennyire más akkumulátortechnikával rendelkező targoncából szükség lenne. A Li-ion akkumulátorok élettartama akár a hagyományos savas akkumulátorok ötszörösét is elérheti. Energiahatékonyságuk a jelenleg elérhető akkumulátortechnológiák között a legmagasabb. Li-ion akkumulátorainkra 5 év teljesítménygaranciát vállalunk. Természetesen még egy Li-ion akkumulátor esetében is előfordulhat, hogy valamilyen rendellenesség miatt teljesen lemerül. Egy ilyen módon bekövetkező hirtelen megállás fennakadást okozhat az üzemi operációban, vagy akár baleseti okká is válhat. Az általunk alkalmazott integrált megoldással ez is kiküszöbölhető. Anyagmozgató gépeink vezérlése, illetve akkumulátoraink elektronikája CAN-buszrendszeren keresztül kommunikál egymással, ezért a gépeink érzékelik az ilyen jellegű problémát is, és szabályozott módon állnak meg: lelassítanak, megállnak, állva maradnak. A Li-ion technológia kedvező tulajdonságai révén megoldja a hagyományos akkumulátorok üzemeltetése során tapasztalt nehézségek java részét, ezáltal jelentős előrelépést jelent az elektromos targoncák szegmensében. Tapasztalatunk azt mutatja, hogy a Li-ion akkumulátorok térnyerése már a hagyományos targoncák piacán is megkezdődött, és ez a folyamat egyre növekvő dinamikával halad előre. Ma már szinte nem múlik el nap, hogy ne érkezne megkeresés ezzel kapcsolatban ügyfeleink részéről.
Ha már szóba került a biztonság: mennyire kockázatos az önvezető és az emberek által vezetett targoncák együttélése?
Horváth Zoltán: Az AGV-ken nem fog múlni a baleset, hiszen program szerinti parancsokat hajtanak végre, szenzorrendszereik rendkívül fejlettek, és a nemzetközi balesetvédelmi szabványoknak maximálisan megfelelnek. Gyorsan és biztonságosan reagálnak, ha bármi az útjukba kerül, még akkor is, ha maximális teherrel közlekednek. Ugyanakkor nem „túlérzékenyek”, azaz nem állnak meg indokolatlanul, ami azért fontos, mert a túlzott óvatosság a hatékonyság és a kapacitáskihasználtság rovására menne. Az más kérdés, hogy az ember, illetve az általa vezetett gép hogyan képes együttműködni az autonóm gépekkel. Ez oktatás és vállalati kultúra kérdése, azaz az alkalmazóknak szabályrendszereket kell alkotniuk, a munkatársakat pedig fel kell készíteniük az autonóm targoncákkal való együttműködésre. Igény esetén a hagyományos, nem automata targoncákat is fel tudjuk szerelni olyan eszközökkel, amelyek révén – vezérlőszoftverünkön keresztül – képesek kommunikálni az AGV-kkel, tehát nemcsak egy térben „élhetnek együtt”, hanem rendszer szinten együtt is működhetnek.
A Jungheinrich rendelkezik a világon az egyik legszélesebb targoncaválasztékkal, így gyakran egy-egy alkalmazásra több géptípus is alkalmas lehet. Ezúttal mennyire volt „nehéz” kiválasztani az optimális gépet?
Horváth Zoltán: A Gyermelyi igénye kapcsán mindenekelőtt azt kellett tisztázni, hogy az ellátandó feladatokra valóban alkalmasak-e az automata targoncák. A sztenderd, széria kivitelű önvezető eszközöket ugyanis ott érdemes „bevetni”, ahol pontosan definiált folyamatok kiszolgálására van szükség. A Gyermelyi esetében ez a feltétel teljesült. Targoncakínálatunkban jelenleg 4 elektromos targoncatípusnak van sztenderd AGV-változata. Ezek közül első körben 3 látszott alkalmasnak a Gyermelyi által felvázolt feladatok ellátására, de egyéb tényezők, így például az automatikus töltés lehetősége miatt esett a választás az ERC 215a targoncára. Ez a gép egy úgynevezett automata gyalogkíséretű targonca, amelynek alapját a nem automata ERC 214/216 változat adja. Ebből a típusból fejlesztettük ki az automata változatot, amely nem egyedi megoldás, hanem egy klasszikus termékfejlesztési folyamat során megalkotott sztenderd gép, akárcsak a másik 3 automata targoncatípusunk. Ezeknek a gépeknek tehát minden komponense és alkatrésze folyamatosan rendelkezésre áll, szerviztechnikusaink pedig éppen olyan rutinosan tartják karban az automata targoncákat, vagy hárítják el az esetleges hibákat, mint a hagyományos gépek esetében. Mindez világszerte áttörést hozott önvezető targoncáink, és általában az autonóm anyagmozgató gépek számára, mert eloszlattuk az alkalmazók azon jogos aggodalmát, mely szerint az egyedi, nem sztenderd technológiai megoldások üzembiztonsági kockázatot jelenthetnek az esetleges alkatrészellátási és szervizzel kapcsolatos nehézségek miatt.

A rendszer indulása óta eltelt időszakban milyen tapasztalatokat gyűjtöttek?
Bederna Zoltán: A Jungheinrich minden ígéretét beváltotta – átlátható, valóban önműködő és rugalmas megoldást szállított. Az automata targoncák felügyelete logisztikai csapatunk egyetlen, a szükséges ismeretekkel rendelkező tagjának részfeladata, tehát nincs szükség külön munkakör létrehozására, illetve egészen minimális munkakapacitást köt le. Az automata megoldás talán legfontosabb előnye a rendkívüli rugalmasság. A vevői igények akár rövidebb időszakokon belül is nagy hektikusságot mutathatnak, ezért e rendszer nélkül a forgalmi csúcsok, a készletek olykor drasztikus mértékű ingadozásának kezelése nehéz helyzet elé állítaná cégünket. Az automatizált intralogisztika révén azonban nincs miért aggódnunk: ahogy növekedett a termelés és a raktárak kapacitásának kihasználtsága, úgy bővült a Jungheinrich-flottánk, vevőinket pedig továbbra is pontosan ki tudjuk szolgálni. Azon túl, hogy mindezt konstatáljuk, gyakorlatilag nincs más teendőnk. A rendszer felhasználói felületén okoseszközökről, számítógépekről bárhol, bármikor ellenőrizhetjük a folyamatokat, a gépek állapotát és teljesítményét, illetve esetleges problémák esetén automatikus értesítést kapunk. Nyugalmunkat fokozza, hogy a stabil operációt a Jungheinrich – jelenleg 2 teljes műszaknyi – rendelkezésre állása is garantálja.
Számítanak arra, hogy a jövőben számos hasonló projekten dolgoznak majd?
Horváth Zoltán: Mindenesetre reméljük, mert országszerte jelentős az érdeklődés a Jungheinrich automata megoldásai iránt. Azt várjuk, hogy az olyan sikeres alkalmazási példák, mint amelyet a Gyermelyinél láthatunk, valamennyi iparágban meghozzák a felhasználók beruházási kedvét. Az autó- és elektronikai ipar ezen a területen is az élen jár, bár e két ágazatban egyelőre inkább a gyártósorok anyagellátásában szerepet játszó vonatatók között jelentek meg az AGV-k. A növekvő bérköltségek, a szakképzett munkaerő hiánya is hozzá fog járulni az önvezető technológia terjedéséhez, de az automata rendszerek alkalmazásának előnyei e két kényszeren messze túlmutatnak. A termelés és a logisztika automatizálása nem luxusberuházás, és nemcsak a munkaerőt érintő kérdésekre ad választ, hanem olyan feladatok ellátására is megoldást jelenthet, amelyek kiszolgálása más technológiákkal már nem lehetséges vagy nem gazdaságos. Emellett egy automatizált rendszer a folyamatok állandó minőségének, illetve végső soron a versenyképesség záloga is.
Szabó
Supply Chain Monitor
2017. szeptember